不锈钢400系
400系不锈钢常用于建筑装饰用、燃 油烧嘴部件、家庭用器具、家电部件 等,日常用的家用电器大都是用430 不锈钢制作的。

厚度公差
切片公差
400系不锈钢常用于建筑装饰用、燃 油烧嘴部件、家庭用器具、家电部件 等,日常用的家用电器大都是用430 不锈钢制作的。
化学成分及机械性能
| 等级 | 化学成分 | 机械性能 | |||||||||||
| C | Si | Mn | P | S | Ni | Cr | N | CY | Y.S | T.S | ELOG | HRB | |
| % | % | % | % | % | % | % | % | % | N/mm2 | N/mm2 | % | ||
| 430 | ≤0.12 | ≤1.00 | ≤1.00 | ≤0.040 | ≤0.030 |
|
16~18 |
|
|
≥450 | ≥205 | ≥22 | ≤88 |
| The specification of type 430 according with ASTM and JIS Standard | |||||||||||||
厚度公差
|
钢带厚度允许偏差(GB/T3280-2007) |
||||
|
公称厚度 |
厚度允许偏差 单位:mm |
|||
|
宽度<125 |
125≤宽度<250 |
250≤宽度<600 |
600≤宽度<780 |
|
|
≥0.05~<0.10 |
±0.006 |
±0.001 |
±0.001 |
- |
|
≥0.01~<0.20 |
±0.008 |
±0.012 |
±0.015 |
±0.015 |
|
≥0.20~<0.30 |
±0.012 |
±0.015 |
±0.015 |
±0.020 |
|
≥0.30~<0.40 |
±0.015 |
±0.020 |
±0.020 |
±0.025 |
|
≥0.40~<0.60 |
±0.020 |
±0.025 |
±0.030 |
±0.025 |
|
≥0.60~<1.00 |
±0.025 |
±0.030 |
±0.035 |
±0.035 |
|
备注:t为公称厚度 |
||||
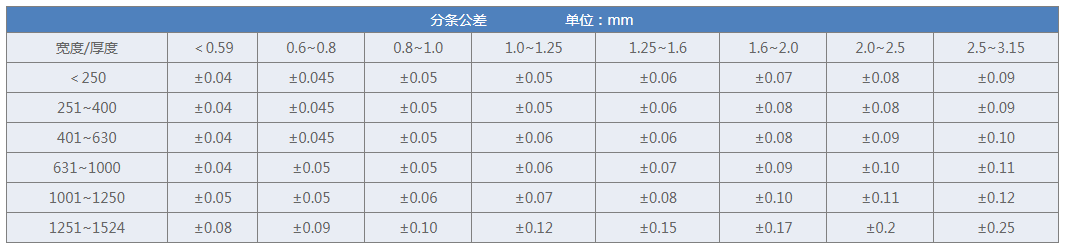
分条公差
|
分条公差 单位:mm |
||||||||
|
宽度/厚度 |
<0.59 |
0.6~0.8 |
0.8~1.0 |
1.0~1.25 |
1.25~1.6 |
1.6~2.0 |
2.0~2.5 |
2.5~3.15 |
|
<250 |
±0.04 |
±0.045 |
±0.05 |
±0.05 |
±0.06 |
±0.07 |
±0.08 |
±0.09 |
|
251~400 |
±0.04 |
±0.045 |
±0.05 |
±0.05 |
±0.06 |
±0.08 |
±0.08 |
±0.09 |
|
401~630 |
±0.04 |
±0.045 |
±0.05 |
±0.06 |
±0.06 |
±0.08 |
±0.09 |
±0.10 |
|
631~1000 |
±0.04 |
±0.05 |
±0.05 |
±0.06 |
±0.07 |
±0.09 |
±0.10 |
±0.11 |
|
1001~1250 |
±0.05 |
±0.05 |
±0.06 |
±0.07 |
±0.08 |
±0.10 |
±0.11 |
±0.12 |
|
1251~1524 |
±0.08 |
±0.09 |
±0.10 |
±0.12 |
±0.15 |
±0.17 |
±0.2 |
±0.25 |
切片公差
|
切片公差 |
||
|
长度 |
长度公差 |
对角线公差 |
|
400~999 |
±0.3 |
≤0.5 |
|
1000~2438 |
±0.5 |
≤1.0 |
|
2349~3658 |
±0.8 |
≤1.0 |
|
3659~6000 |
±1.0 |
≤2.0 |
表面粗糙度
|
表面粗糙度加工等级 |
||
|
表面加工代号 |
表面粗糙度Ra |
加工方法 |
|
BA |
|
钢带冷轧后经过光亮热处理的表面 |
|
TR |
|
钢带冷轧后经过清洗的表面 |
|
HL |
|
用适当研磨粒度研磨出连续线条的轧辊轧制使钢带表面呈一定的纵向磨纹 |
|
S |
|
适用砂粒加工的轧辊轧制的钢带表面 |
|
80# |
0.8~1.0 |
用80#粒度研磨的轧辊轧制的表面 |
|
100# |
0.6~0.8 |
用100#粒度研磨的轧辊轧制的表面 |
|
150# |
0.4~0.6 |
用150#粒度研磨的轧辊轧制的表面 |
|
180# |
0.3~0.4 |
用180#粒度研磨的轧辊轧制的表面 |
|
220# |
0.15~0.3 |
用220#粒度研磨的轧辊轧制的表面 |
|
320# |
0.08~0.15 |
用320#粒度研磨的轧辊轧制的表面 |
Laura product category




Maifacturer
Brand name
Materials
Wood, Leather, Acrylic
Availability
in stock
Available Colors
Choose size
S
M
XL
XXL
$ 1999,00 $ 2999,00